



1Criteria:
Installation notes
1. The reducer assembly must be carried out within a very clean environment. It is not allowed any foreign objects to go inside the reducer during the assembly, otherwise it may damage the reducer in the course of usage
2. Please make sure the tooth surface and flexible bearing will be adequately lubricated. Please do not make the tooth surface upwards all the time as it will affect the effect of lubrication.
3. After cam installation, please make sure the meshing between flexspline and rigid is symmetric at the position 180 degree. (Picture 1) It will cause vibration and damage if leaning towards one-side. (Picture 2)
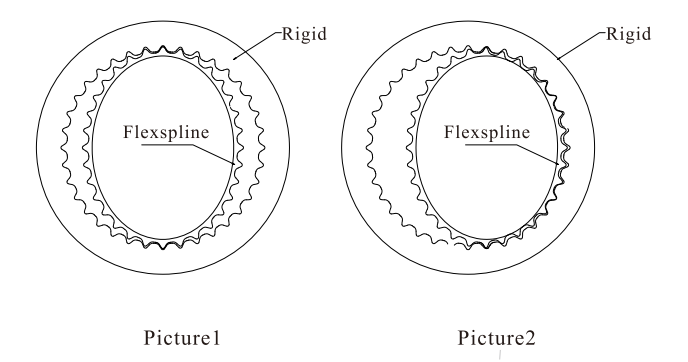
4. To avoid the damage caused by the incorrect installation, please work at a low speed (100r/m) first after installation. If any unusual vibrations or abnormal sound occur, please stop working the reducer and contact our company immediately.
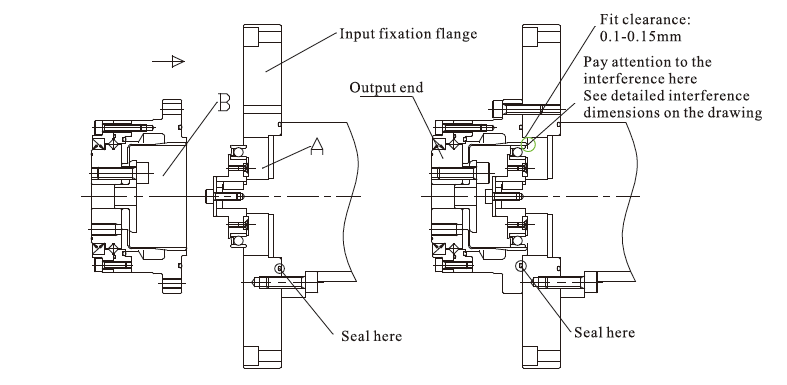
CCD/CCS series (Fixation of rigid and input of flexspline. Reduction rate is classified as marked reduction rate)
4. To avoid the damage caused by the incorrect installation, please work at a low speed (100r/m) first after installation. If any unusual vibrations or abnormal sound occur, please stop working the reducer and contact our company immediately.
CCD/CCS series (Fixation of rigid and input of flexspline. Reduction rate is classified as marked reduction rate)
1. Evenly apply the grease to the flexible bearing, fill position A with 80% grease.(please kindly use the designed lubricating grease, and random grease change is not recommended in order to avoid reducer damage),then wave generator is installed on motor axis at input or connection axis, finally fix with screws and flat gasket.
2. Evenly apply the grease to the inner wall of flexspline, then fill with grease at B position, the amount of injection should take 80% space of the chamber of flexspine. (Please kindly use the designed lubricating grease, and random grease change is not recommended in order to avoid reducer damage. See attached table 5 for installation amount of grease lubrication), install the reducer according to the arrow direction shown by drawing. During installation, please keep in mind that the long axis wave must coincide with that of flexspline, the reducer can be fixed by relative screws with a little tightness.
3. The speed of motor is set around 100r/m, start the motor and the screws can be fixed crossly along with corresponding locking force equally increasing 4-5 times
(Please refer to attached Table 7)
Screws of 12.9 grade with Loctitle 243 thread-locking fluid are necessary in order to avoid screw’s malfunction or loose in operation.
4. Processing accuracy for fixation surface connected with reducer:
Flatness: 0.01mm
Verticality with axis line: 0.01mm
Concentricity between thread hole or through-hole and axis line: 0.1mm
Precautions:
During reduction operation, if the output end(shown on the above drawing) level is always kept downward(Not recommended), grease injection into inner wall space of flexspline should be kept higher than meshing tooth surface, (Filled with grease at A and B), please kindly contact our company freely.
Please kindly use the designed lubricating grease, and random grease change is not recommended in order to avoid reducer damage.
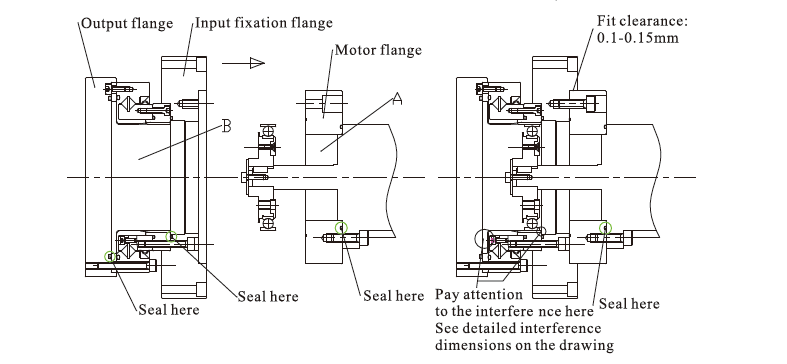
CHD/CHS series way 1 (Fixation of rigid and input of flexspline. Reduction rate is classified as marked reduction rate)
CHD/CHS series way 1 (Fixation of rigid and input of flexspline. Reduction rate is classified as marked reduction rate)
1. Fix the reducer at the output flange, then connect the input fixation flange and the fixation grid.
2. Evenly apply the grease to the flexible bearing, fill position A with 80% grease.(please kindly use the designed lubricating grease, and random grease change is not recommended in order to avoid reducer damage),then wave generator is installed on motor axis at input or connection axis, finally fix with screws and flat gasket.
3. Install the reducer according to the arrow direction shown by drawing. During installation, please keep in mind that the long axis wave must coincide with that of flexspline, the reducer can be fixed by relative screws with a little tightness.
4. The speed of motor is set around 100r/m, start the motor and the screws can be fixed crossly along with corresponding locking force equally increasing 4-5 times
(Please refer to attached Table 7)
Screws of 12.9 grade with Loctitle 243 thread-locking fluid are necessary in order to avoid screw’s malfunction or loose in operation.
5. Evenly apply the grease to the inner wall of flexspline, then fill with grease at B position, the amount of injection should take 80% space of the chamber of flexspine. (Please kindly use the designed lubricating grease, and random grease change is not recommended in order to avoid reducer damage. See attached table 5 for installation amount of grease lubrication)
Screws of 12.9 grade with Loctitle 243 thread-locking fluid are necessary in order to avoid screw’s malfunction or loose in operation.
6. Processing accuracy for fixation surface connected with reducer:
Flatness: 0.01mm
Verticality with axis line: 0.01mm
Concentricity between thread hole or through-hole and axis line: 0.1mm
Precautions:
During reduction operation, if the output end(shown on the above drawing) level is always kept downward(Not recommended), grease injection into inner wall space of flexspline should be kept higher than meshing tooth surface, (Filled with grease at A and B), please kindly contact our company freely.
Please kindly use the designed lubricating grease, and random grease change is not recommended in order to avoid reducer damage.
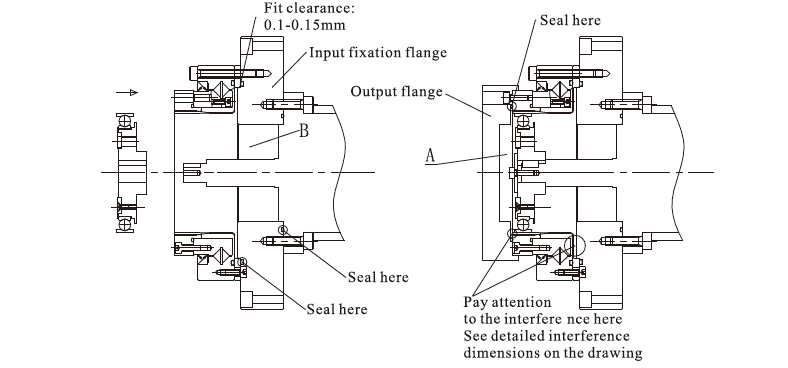
CHD/CHS series way 2 (Fixation of rigid and input of flexspline. Reduction rate is classified as marked reduction rate+1)
CHD/CHS series way 2 (Fixation of rigid and input of flexspline. Reduction rate is classified as marked reduction rate+1)
1. Install the reducer at the input, then fixed by the relative screws with a little tightness.
2. Evenly apply the grease to the inner wall of flexspline, then fill with grease at B position, the amount of injection should take 80% space of the chamber of flexspine. (Please kindly use the designed lubricating grease, and random grease change is not recommended in order to avoid reducer damage. See attached table 5 for installation amount of grease lubrication)
3. Install the wave generator according to the direction shown by above drawing. During
Installation, please keep in mind that the long axis of wave generator must coincide with that of flexspline, then rotate wave generator to the position at which key groove on cam can align at key groove on input axis, then skillfully installed into key groove (Apply loctitle 638 on the key), Finally fix wave generator on the axis by screws with big spacer.
4. Evenly apply the grease to the flexible bearing, fill position A with 80% grease.(please kindly use the designed lubricating grease, and random grease change is not recommended in order to avoid reducer damage)
5. The speed of motor is set around 100r/m, start the motor and the screws can be fixed crossly along with corresponding locking force equally increasing 4-5 times
(Please refer to attached Table 7)
Screws of 12.9 grade with Loctitle 243 thread-locking fluid are necessary in order to avoid screw’s malfunction or loose in operation.
6. Please refer to the above step 5 for the output fixation.
Screw of 12.9 grade with Loctite 243 thread glue are necessary in order to avoid screw’s malfunction or loose in operation.
7. Processing accuracy for fixation surface connected with reducer:
Flatness: 0.01mm
Verticality with axis line: 0.01mm
Concentricity between thread hole or through-hole and axis line: 0.1mm
Precautions:
During reduction operation, if the output end(shown on the above drawing) level is always kept downward(Not recommended), grease injection into inner wall space of flexspline should be kept higher than meshing tooth surface, (Filled with grease at A and B), please kindly contact our company freely.
Please kindly use the designed lubricating grease, and random grease change is not recommended in order to avoid reducer damage.
-

Tel: +86-21-20965251
Fax: +86-21-33250281www.chinaharmonicdrive.com
sales@chinaharmonicdrive.com -
Company
-
Products
-
Contact
Copyright Right © China Trans-tech Co.,Ltd
Follow us:



